產品別名 |
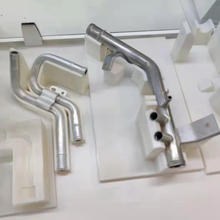
冷卻鋁板焊接 |
面向地區 |
沖鉚連接工藝的特點:
1)高強度,鎖鉚連接點的抗剪、抗拉動態疲勞強度,抗沖擊性能都或等于點焊連接點的強度;
2)可以目測連接質量。鉚釘完全打入工件中,同時在連接工件的另一側形成了一個凸出的接點,即認為是合格;
3)被連接材料無需事先鉆孔,工藝簡單;
4)連接點是密封的,不會進入氣、液,造成材料腐蝕;
5)對金屬、非金屬,不同材質、不同厚度、不同強度的金屬都可以連接。
水洗鈍化設備由脫脂區、工業水洗區、鈍化區、清水清洗區、烘干區和進排氣系統組成。需處理的鋁零件被裝入清洗籃,固定后降入水槽,在盛有不同溶劑的槽通常運用于長邊壓合, 內,零件被槽內所有的工作溶液反復沖刷。所有槽均配有循環泵及噴嘴,這是為了槽液能均勻地沖刷所有零件。水洗鈍化工藝流程為:脫脂 1→脫脂 2→水洗2→水洗 3→鈍化→水洗 4→水洗 5→水洗 6→烘干,鋁鑄件可省略水洗 2。
機械整理可選用風動或電動銑刀,還可選用刮刀、銼刀等東西,對于較薄的氧化膜也可用0.25mm的銅絲刷打磨鏟除氧化膜。整理好后立即施焊,如果放置時刻超過4h,應重新整理。確定安裝空隙及定位焊距離施焊進程中,合金鋁板受熱脹大,致使焊縫坡口空隙削減,焊前安裝空隙如果留得太小。
焊接進程中就會引起兩板的坡口堆疊,添加焊后板面不平度和變形量;相反,安裝空隙過大,則施焊困難,并有燒穿的可能。適宜的定位焊距離能所需的定位焊空隙,因而,挑選適宜的安裝空隙及定位焊距離,是削減變形的一項有用辦法。根據經驗,不同板厚對接縫較合理的安裝。
電弧焊是目前應用廣泛的焊接方法。它包括有:手弧焊、埋弧焊、鎢極氣體保護電弧焊、等離子弧焊、熔化極 氣體保護焊等。 絕大部分電弧焊是以電極與工件之間燃燒的電弧作熱源。在形成接頭時,可以采用也可以不采用填充金屬。所用 的電極是在焊接過程中熔化的焊絲時,叫作熔化極電弧焊,諸如手弧焊、埋弧焊、氣體保護電弧焊、管狀焊絲電 弧焊等;所用的電極是在焊接過程中不熔化的碳棒或鎢棒時,叫作不熔化極電弧焊,諸如鎢極氬弧焊、等離子弧 焊等。
鎢極氣體保護電弧焊
這是一種不熔化極氣體保護電弧焊,是利用鎢極和工件之間的電弧使金屬熔化而形成焊縫的。焊接過程中鎢極不 熔化,只起電極的作用。同時由焊炬的噴嘴送進氬氣或氦氣作保護。還可根據需要另外添加金屬。在國際上通稱 為TIG焊。 鎢極氣體保護電弧焊由于能很好地控制熱輸入,所以它是連接薄板金屬和打底焊的一種方法。這種方法幾乎 可以用于所有金屬的連接,尤其適用于焊接鋁、鎂這些能形成難熔氧化物的金屬以及象鈦和鋯這些活潑金屬。這 種焊接方法的焊縫質量高,但與其它電弧焊相比,其焊接速度較慢。